

原材料自动仓储解决方案
工业工程大脑能协助管理者精简生产流程、优化人机协调、改善厂线空间设计,提升速度与良率,以迅速达成生产平衡。


由此可见
物流管理已经成为多品种、大批量、高产量类型企业成本降低和效率提高的关键途径
传统物料存储模式与智能化模式

• 手工作业,劳动强度大
• 物料成本高,有失窃风险
• 物料数据无法及时获悉,无法避免过期、缺料、呆滞料等情况
• 湿敏元件通过传统干燥柜管理

• 自动化存取物料
• 防窃防损
• 数据实时传递
• 恒温恒湿,湿度可控制20%内
普通仓库模式
目前普通仓库模式通过纸质单据传递物料信息,货架式仓库找料难、核对繁琐,人员强度大,易出错。备料人员难以按照单号顺序等规则进行备料,过期物资易产生、难消耗,浪费严重。
物料储拣配发一体化智能料仓主要应用于物资流转过程管控,智能化、无人化地实现物资从入仓到出仓的存、拣、配、核、发等一系列流转动作,并通过与软件集成,根据发料指令,自动实现物料准时、准确地分拣出产线所需要的物料,减少人员用工和原材料库存占压,降低质量问题风险
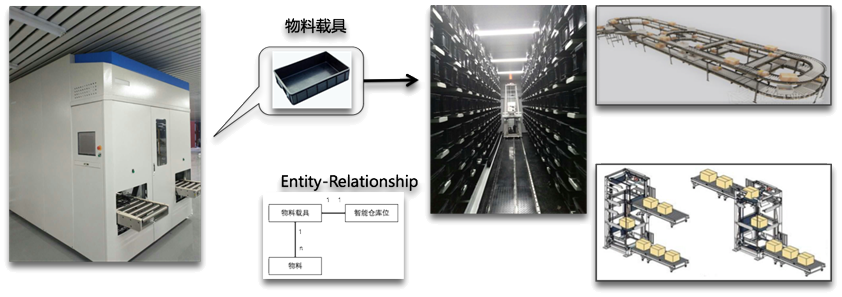
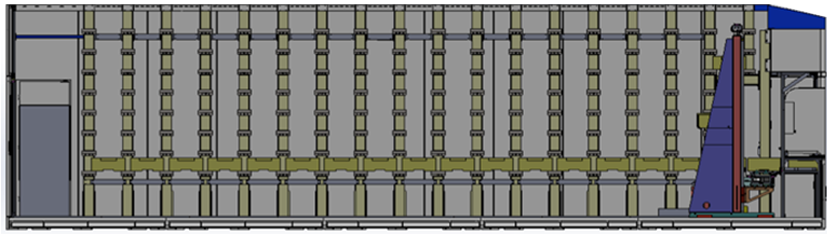
全自动智能仓储系统
原材料智能仓储系统根据自动化立体仓库设计理念进行优化创新的全自动智能仓储系统,采用精密三维运动平台配合自动抓取机构,完成物料箱的快速自动存取。


1、提高自动化程度
实现物料的自动取放、温湿度监控等。通过系统集成,仓库可根据线边物料需求或生产计划,仓库对物料进行提前批次自动下架。
2、提高信息化程度
具有仓库管理系统软件,并且开放设备数据接口。同时根据业务逻辑,可实现物料的自动识别、合理分类、自诊断防错、自定义存取料规则。
3、仓储空间高效利用
根据实际需求,在原有的仓储空间内实现机械手高效存取管理物料,使仓储空间的利用率大幅提高。

